A Magnabend fémlemez fék Slotted Clampbar
A hornyolt szorítórúd egyike azon számos újításnak, amelyeket a Magnabend lemezhajlítógéphez fejlesztettek ki.
Lehetővé teszi a sekély dobozok és tálcák hajlítását állítható „ujjak” nélkül.
Ennek a szorítórúdnak a rései közötti szakaszok megegyeznek a hagyományos pántfékes gépek állítható ujjaival, de a Magnabend szorítórúddal soha nem kell állítani, mert a kialakítás minden méretet biztosít!
Ez az újítás a következő megfigyelésekből származott:
Először is észrevették, hogy nem szükséges a folyamatos hajlítási él, mert a hajlítások áthaladnak az ujjak között hagyott ésszerű réseken, és nincs észrevehető hatása a hajlításra, feltéve, hogy az ujjak jól vannak egy vonalban, és mindig jól illeszkednek a résen. szorítórúd, mert rögzített „ujjai” vannak.
Másodszor felismertük, hogy a hornyok gondos elrendezésével lehetőség nyílik a végtelenített méretkészlet kialakítására a szorítórúd szinte teljes hosszáig.
Harmadszor megjegyezték, hogy a slotok optimális pozícióinak megtalálása NEM jelentéktelen probléma.
Bár triviális, ha nagy számú slot van biztosítva.
De az érdekes probléma az, hogy megtaláljuk a minimális számú slotot, amely minden mérethez elegendő.
Úgy tűnt, nincs analitikus megoldás erre a problémára.Kiderült, hogy ez a tény érdekelte a Tasmania Egyetem matematikusait.
Optimalizált nyíláspozíciók 4 Magnabend modellhez:
Az alábbi táblázatban látható pozíciók a szorítórúd bal végétől mérve és a rés közepén vannak.
Mindegyik nyílás 8 mm széles.
A modelljelölések a modell névleges hajlítási hosszát fejezik ki.Az egyes modellek tényleges teljes hossza a következő:
650E MODELL: 670mm, 1000E MODELL: 1050mm, 1250E MODELL: 1300mm, 2000E MODELL: 2090mm.
A szorítórudak teljes hossza, beleértve a két végén lévő fogantyúkat is: adjon hozzá 20 mm-t a fenti hosszokhoz.
A hornyok mélységének mérete nem látható a fenti rajzon.Ez némileg opcionális, de a javasolt mélység 40-50 mm.
| Slot No. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | 31 |
| 650E modell | 65 | 85 | 105 | 125 | 155 | 175 | 195 | 265 | 345 | 475 | 535 | 555 | 575 | 595 | 615 | ||||||||||||||||
| 1000E modell | 65 | 85 | 105 | 125 | 155 | 175 | 195 | 215 | 385 | 445 | 525 | 695 | 755 | 835 | 915 | 935 | 955 | 975 | 995 | ||||||||||||
| 1250E modell | 65 | 85 | 105 | 125 | 155 | 175 | 195 | 215 | 345 | 465 | 505 | 675 | 755 | 905 | 985 | 1065 | 1125 | 1165 | 1185 | 1205 | 1225 | 1245 | |||||||||
| 2000E modell | 55 | 75 | 95 | 115 | 135 | 155 | 175 | 265 | 435 | 455 | 555 | 625 | 705 | 795 | 945 | 1035 | 1195 | 1225 | 1245 | 1295 | 1445 | 1535 | 1665 | 1695 | 1765 | 1795 | 1845 | 1955 | 1985 | 2005 | 2025 |
TÁLCÁK ALAKÍTÁSA A RÉSES BORÍTÓRÚD HASZNÁLATÁVAL
A hornyolt szorítórúd, ha mellékeljük, ideális a sekély tálcák és serpenyők gyors és pontos elkészítéséhez.
A hornyolt szorítórúd előnye a tálcák készítésére szolgáló rövid szorítórudakkal szemben, hogy a hajlító él automatikusan igazodik a gép többi részéhez, és a szorítórúd automatikusan felemelkedik, megkönnyítve a munkadarab behelyezését vagy eltávolítását.Mindazonáltal a rövid szorítórudak korlátlan mélységű tálcák kialakítására használhatók, és természetesen alkalmasabbak összetett formák készítésére is.
Használat közben a nyílások egyenértékűek a hagyományos doboz- és serpenyőhajtogató gép ujjai között hagyott hézagokkal.A nyílások szélessége olyan, hogy bármelyik két résbe beleférjen a 10 mm-es mérettartomány feletti tálcák, a nyílások száma és elhelyezkedése pedig olyan, hogy minden tálcamérethez mindig találjon két nyílást, amelyik elfér. .
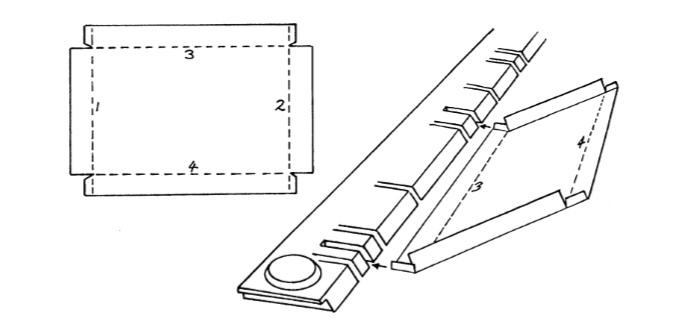
Egy sekély tálca összehajtása:
Hajtsa fel az első két szemközti oldalt és a sarokfüleket a hornyolt bilincs segítségével, de figyelmen kívül hagyja a rések jelenlétét.Ezek a rések nem gyakorolnak észrevehető hatást a kész hajtásokra.
Most válasszon ki két nyílást, amelyek között a maradék két oldalt felhajthatja.Ez valójában nagyon egyszerű és meglepően gyors.Csak illessze sorba a részben elkészített tálca bal oldalát a bal szélső nyílással, és nézze meg, van-e nyílás a jobb oldalon, amelybe benyomható;ha nem, csúsztassa végig a tálcát, amíg a bal oldal a következő nyíláshoz nem ér, és próbálja újra.Általában körülbelül 4 ilyen próbálkozás szükséges két megfelelő slot megtalálásához.
Végül a tálca szélével a szorítórúd alatt és a két kiválasztott nyílás között hajtsa fel a fennmaradó oldalakat.Az előzőleg kialakított oldalak a kiválasztott nyílásokba kerülnek, amikor az utolsó hajtások elkészülnek.

A hornyolt szorítórúd előnye a tálcák készítésére szolgáló rövid szorítórudakkal szemben, hogy a hajlító él automatikusan igazodik a gép többi részéhez, és a szorítórúd automatikusan felemelkedik, megkönnyítve a munkadarab behelyezését vagy eltávolítását.(Mindazonáltal a rövid szorítórudak korlátlan mélységű tálcák kialakítására használhatók, és természetesen jobbak összetett formák készítésére.)
Használat közben a nyílások egyenértékűek a hagyományos doboz- és serpenyőhajtogató gép ujjai között hagyott hézagokkal.A nyílások szélessége olyan, hogy bármelyik két résbe beleférjen a 10 mm-es mérettartomány feletti tálcák, a nyílások száma és elhelyezkedése pedig olyan, hogy minden tálcamérethez mindig találjon két nyílást, amelyik elfér. .
| A hornyolt bilincs hossza | Öltönyű modell | Hosszúságú tálcákat képez | Maximális tálcamélység |
| 690 mm | 650E | 15-635 mm | 40 mm |
| 1070 mm | 1000E | 15-1015 mm | 40 mm |
| 1320 mm | 1250E, 2000E, 2500E és 3200E | 15-1265 mm | 40 mm |
Egy sekély tálca összehajtása:
Hajtsa fel az első két szemközti oldalt és a sarokfüleket a hornyolt bilincs segítségével, de figyelmen kívül hagyja a rések jelenlétét.Ezek a rések nem gyakorolnak észrevehető hatást a kész hajtásokra.
Most válasszon ki két nyílást, amelyek között a maradék két oldalt felhajthatja.Ez valójában nagyon egyszerű és meglepően gyors.Csak állítsa sorba a részben elkészített tálca bal oldalát a bal szélső nyílással, és nézze meg, hogy van-e nyílás a jobb oldalon, amelybe belenyomhatja;ha nem, csúsztassa végig a tálcát, amíg a bal oldal a következő nyíláshoz nem ér, és próbálja újra.Általában körülbelül 4 ilyen próbálkozás szükséges két megfelelő slot megtalálásához.
Végül a tálca szélével a szorítórúd alatt és a két kiválasztott nyílás között hajtsa fel a fennmaradó oldalakat.Az előzőleg kialakított oldalak a kiválasztott nyílásokba kerülnek, amikor az utolsó hajtások elkészülnek.
Feladás időpontja: 2021.10.27